આ લેખમાં સમગ્ર વિશેની બધી વિગતો જાણો આંકડાકીય નિયંત્રણ, તેની સિસ્ટમોની મહત્ત્વની વ્યાખ્યા અને તે જે એપ્લિકેશનો તેઓ આપી શકે છે, તે આ લેખમાં તમે ચોક્કસ અને સરળ રીતે બધી પ્રક્રિયાઓ કે જે તેમાં શામેલ છે તે જાણી શકશો.

આંકડાકીય નિયંત્રણ
તે મશીનો માટે સ્વચાલિત પદ્ધતિ છે જે સ્ટોરેજ માધ્યમ પર પ્રોગ્રામિંગ આદેશો દ્વારા સંચાલિત થાય છે.
પ્રથમ ડિજિટલ રિમોટ કંટ્રોલ મશીન 1940 અને 1950 ના દાયકામાં એન્જિનિયર જ્હોન ટી. પાર્સન્સ દ્વારા બનાવવામાં આવ્યું હતું. તે મોડિફાઇડ મોટર્સ સાથેના હાલના મશીનો પર આધારિત હતું, જેની સંખ્યા પંચ કાર્ડ માઇક્રોસ્કોપ પર આપવામાં આવેલી સૂચનાઓ સાથે મેન્યુઅલી સંબંધિત હતી.
આ પ્રારંભિક સર્વો મિકેનિઝમ્સ એનાલોગ અને ડિજિટલ સાધનોની મદદથી ઝડપથી વિકસિત થઈ. પ્રોસેસરોની સસ્તીતા અને લઘુચિત્રકરણ એ તમામ પ્રકારના સાધનોમાં ડિજિટલ ઇલેક્ટ્રોનિક ટેકનોલોજીનો વ્યાપકપણે ઉપયોગ કર્યો છે, પરિણામે ડિજિટલ દશાંશ નિયંત્રણ, કમ્પ્યુટર ડિજિટલ કંટ્રોલનું નામ કમ્પ્યુટર ન હોય તેવા મશીનો સાથે સરખાવવા માટે.
આ પદ્ધતિએ ઉદ્યોગમાં ક્રાંતિ લાવી છે તેથી જો આ પ્રકારના અભિવ્યક્તિનો ઉપયોગ આ પ્રકારના વિષયનો સંદર્ભ આપવા માટે થાય છે જે કમ્પ્યુટર્સ પાસે ન હતો, તો સસ્તા માઇક્રોપ્રોસેસર્સ અને મશીનના સરળ પ્રોગ્રામિંગ માટે આભાર.
કામગીરીના સિદ્ધાંતો
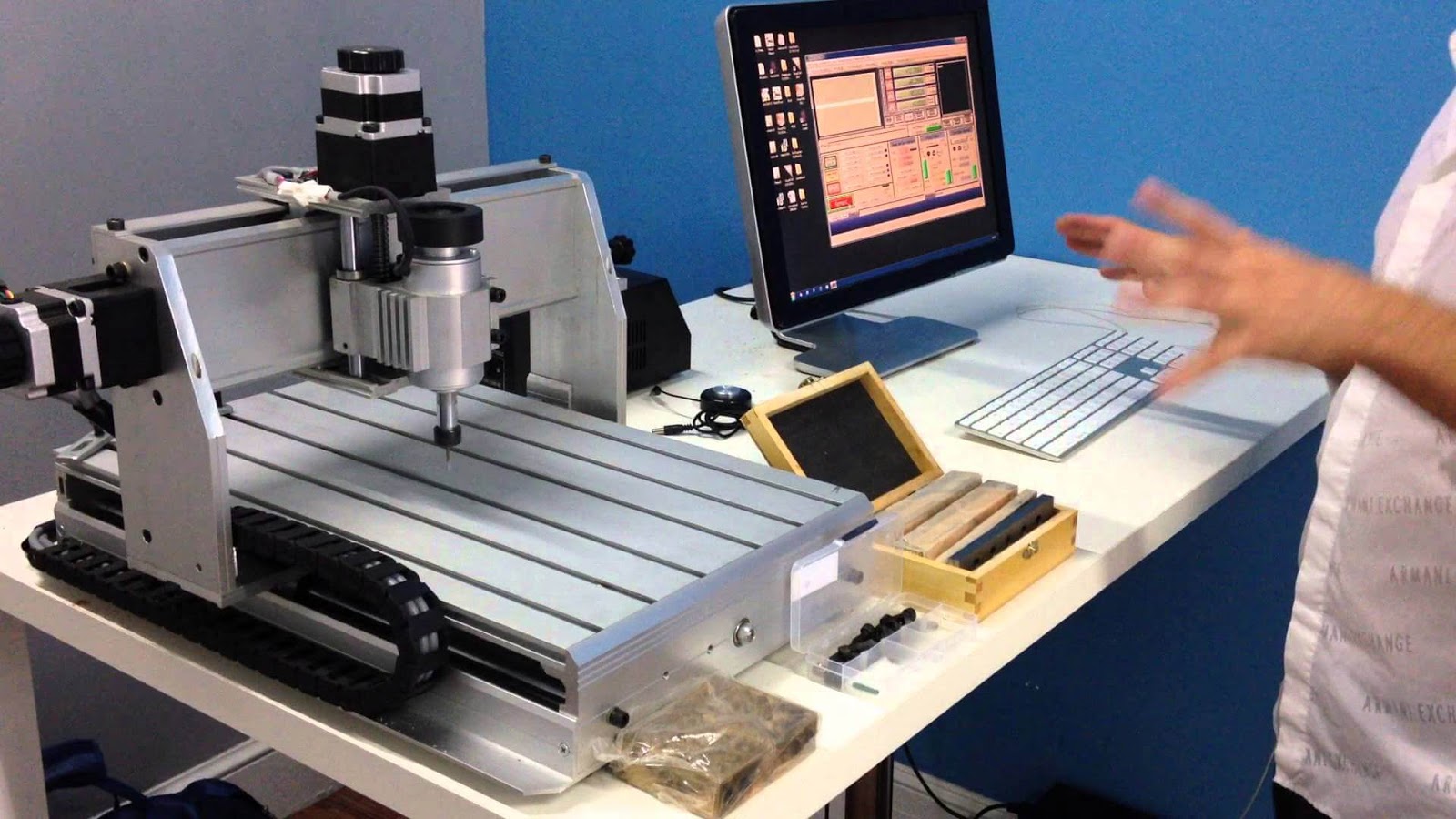
કમ્પ્યુટર દ્વારા ચલાવવામાં આવેલા કમ્પ્યુટર પ્રોગ્રામ દ્વારા ઉપકરણના કોઓર્ડિનેટ સળિયાના સંબંધમાં મશીનના વિસ્થાપનને મોનિટર કરવા પર પ્રક્રિયા આધારિત છે. લેથ માટે, આર્ટિફેક્ટનું ડિસ્પ્લેસમેન્ટ બે કોઓર્ડિનેટ એક્સ પર નિયંત્રિત હોવું આવશ્યક છે: X અક્ષનો ઉપયોગ ગાડીના રેખાંશ વિસ્થાપન માટે થાય છે અને Z અક્ષનો ઉપયોગ ટાવરના બાજુના વિસ્થાપન માટે થાય છે.
મિલિંગ મશીન માટે, Y અક્ષને અનુરૂપ વર્ટિકલ ડિસ્પ્લેસમેન્ટ પણ નિયંત્રિત થાય છે આ કારણોસર, લેથ અને બુર્જ ડિસ્પ્લેસમેન્ટ મિકેનિઝમ બંને સર્વો મોટર્સ ઇન્સ્ટોલ કરેલા છે, અને લેથના કિસ્સામાં તે ટેબલટોપ મશીન છે, મિલિંગ મશીન મશીનની ક્ષમતાઓ પર આધાર રાખે છે, તે ત્રણ અક્ષો સુધી મર્યાદિત ન હોઈ શકે.
ઍપ્લિકેશન
તેનો ઉપયોગ મેટલ, જોઇનરી, સુથારીકામ, પ્લાસ્ટિક, ઇલેક્ટ્રોનિક પ્રિન્ટેડ સર્કિટ, અન્યમાં મોડેલ કરવા માટે થઈ શકે છે. મશીન પર સીએનસી સિસ્ટમનો ઉપયોગ એ એક સાધન છે જે કામગીરીમાં વધારો કરે છે અને તે જ સમયે પરંપરાગત મશીન ટૂલ્સ સાથે પૂર્ણ કરવા માટે મુશ્કેલ હોય તેવા ઓપરેશનની પરવાનગી આપે છે, જેમ કે ઉચ્ચ સ્તરની પરિમાણીય ચોકસાઇ જાળવી રાખીને ગોળાકાર સપાટી પ્રાપ્ત કરવી.
છેલ્લે, નો ઉપયોગ કોમ્પ્યુટરાઇઝ્ડ આંકડાકીય નિયંત્રણ તે ઘણા મશીનોના ઉત્પાદન ખર્ચને ઘટાડીને અને ગુણવત્તામાં સુધારો કરીને ઉત્પાદન ખર્ચ પર ફાયદાકારક અસર કરે છે.
CNC નો ઉપયોગ ઘણા મશીનોના બાંધકામ ખર્ચને ઘટાડીને, તેમની ગુણવત્તા જાળવવા અથવા સુધારવા દ્વારા ઉત્પાદન ખર્ચને ફાયદાકારક આંચકો આપે છે.

આંકડાકીય નિયંત્રણ પર પ્રોગ્રામિંગ
આ પ્રકારની પ્રોગ્રામિંગ બે પદ્ધતિઓનો ઉપયોગ કરે છે:
મેન્યુઅલ પ્રોગ્રામિંગ
આ પ્રોજેક્ટમાં, ભાગ ફક્ત તર્ક અને ગણતરીઓ દ્વારા લખવામાં આવે છે જે ફક્ત ઓપરેટર જ કરે છે, મશીનિંગ પ્રોજેક્ટ ભાગની મશીનિંગ માટે જરૂરી તમામ ડેટાને સમાવે છે.
દરેક ઉત્પાદક તેના પોતાના એનસી પ્રોગ્રામનો ઉપયોગ કરે છે, તેથી એનસી પ્રોગ્રામની શરૂઆત પ્રોગ્રામિંગ કોડના અસ્તવ્યસ્ત વિકાસ દ્વારા વર્ગીકૃત થયેલ છે. ત્યારબાદ, જ્યાં સુધી કાર્યક્રમોના પ્રકારો સમાન છે ત્યાં સુધી, પ્રોગ્રામિંગ કોડને પ્રમાણિત કરવાની જરૂરિયાત એ જ પ્રોગ્રામ માટે વિવિધ મશીનો પર ઉપયોગ કરવા માટે અનિવાર્ય શરત છે.
આપોઆપ પ્રોગ્રામિંગ
જ્યારે આપણે પ્રોગ્રામિંગ વિશે વાત કરીએ છીએ ત્યારે આપણે વાત કરી રહ્યા છીએ કે કમ્પ્યુટર શું કરે છે જ્યારે ભાગ પ્રોગ્રામિંગ કરનાર દ્વારા ડેટા આપવામાં આવે છે, તે APT નામની વિનિમય ભાષામાં દેખાય છે, જે પછી દરેક ભાષા માટે યોગ્ય ભાષામાં અનુવાદિત થશે. પોસ્ટપ્રોસેસર દ્વારા, મશીનની ભાષા.
ચોકસાઇ
આ મશીનોની ધરી સામાન્ય રીતે સ્ટેપર મોટર દ્વારા ચાલે છે જે 360 ડિગ્રી રોટેશનને આ પગલાઓના 200 પગલામાં વહેંચે છે. તેથી, ધરીની ચોકસાઇ ફરતા મુખ્ય ધરીની પિચ દ્વારા આપવામાં આવશે. આ કિસ્સામાં, પગલાઓની સંખ્યા 200 છે, સાધનની પરિભ્રમણ સ્થિતિ, ઉદાહરણ: જો 1 મીમીની પિચ સાથે એક્સ-અક્ષ સ્પિન્ડલ મોટરના 200 પગલામાં વહેંચાયેલી હોય, તો મશીન ટૂલ 0,005 મીમીની ચોકસાઈ પ્રદાન કરી શકે છે. આ ધરી પર.

સંખ્યાત્મક નિયંત્રણ પહેલા અને પછી (CNC)
60 મી સદીની શરૂઆતથી, વિસ્ફોટક industrialદ્યોગિક વિસ્તરણ અને મોટરાઇઝ્ડ મશીનરીના મોટા પ્રમાણમાં ઉપયોગને વધુ કાર્યક્ષમ પ્રક્રિયાઓ માટે સતત શોધની જરૂર છે. લગભગ 65-XNUMX વર્ષ પહેલા સુધી, industrialદ્યોગિક કાર્યો માટે જરૂરી સઘન શ્રમ માટે માત્ર કામદારોની મોટી ટીમની જરુર નહોતી, પણ ગુણવત્તા, ચોકસાઇ અને પુનરાવર્તિતતા, ખર્ચમાં વધારો અને ઉત્પાદનમાં ઘટાડો પણ પ્રભાવિત થયો હતો.
એક સરળ ઉદાહરણ દ્વારા આપણે તેને કેટલી હદે જોઈ શકીએ છીએ. ઉદાહરણ તરીકે, મશીનની દુકાનમાં કામ કરતા ઘણા લોકો એક સરળ ફેબ્રિકેશન ઓપરેશનથી પરિચિત છે, હેન્ડ ડ્રિલથી શીટ મેટલમાં છિદ્રો પણ ભરે છે.
આ કરવા માટે, ઓપરેટરે બહુવિધ કાર્યો કરવા જ જોઈએ: પ્લેટને ડ્રિલિંગ ફ્લોર પર મૂકો, બીટને ચકમાં મૂકો અને તેને સ્પિન્ડલમાં ઠીક કરો, ગરગડી બદલીને સ્પીડ પસંદ કરો, સ્પિન્ડલને સક્રિય કરો અને લીવર અથવા ફીડ રોલર ચલાવો કાગળ પ્રક્રિયા કરવા માટે કાગળ માટે છિદ્ર માર્ગદર્શન આપે છે.
હવે aદ્યોગિક વાતાવરણમાં આવી પ્રક્રિયા ચલાવવાની શક્યતાની કલ્પના કરો, જ્યાં સૌથી ઓછા ખર્ચ અને સર્વોત્તમ ઉત્પાદનની ગુણવત્તા સાથે ઓછામાં ઓછા સમયમાં કાગળની સેંકડો શીટમાં સેંકડો છિદ્રો બનાવવાના રહેશે.

આ રીતે 1950 ના દાયકામાં અમેરિકન મિલિંગ મશીનોમાં આંકડાકીય નિયંત્રણ (NC) ની કલ્પના રજૂ કરવામાં આવી હતી. મિલિંગ મશીનો ડેટા લોડ કરવા માટે વેક્યુમ વાલ્વ અને પંચ કાર્ડ ટેકનોલોજીનો ઉપયોગ કરતા હતા.
1960 ના દાયકાની શરૂઆતમાં, વેક્યુમ ટ્યુબને ટ્રાન્ઝિસ્ટર દ્વારા બદલવામાં આવી હતી, 1970 ના દાયકામાં કમ્પ્યુટર્સના આગમન સુધી, જેને આપણે હવે વેક્યુમ ટેકનોલોજી કહીએ છીએ તેના માટે સ્પષ્ટ પાયો સ્થાપિત કર્યો. આંકડાકીય નિયંત્રણ કમ્પ્યુટર દ્વારા (CNC).
આ ચિપ્સે આંકડાકીય નિયંત્રણના સમગ્ર ક્ષેત્રમાં ક્રાંતિ કરી છે અને અદ્યતન પ્રોગ્રામિંગ, ટૂલપેથ્સની ગ્રાફિકલ રજૂઆત અને નેટવર્ક ચક્રના પૂરક તરીકે વિધેયોના એકીકરણને સમજ્યું છે.
આ ચિપ્સે મોનિટરિંગના આ ક્ષેત્રમાં સંપૂર્ણ હલચલ મચાવી છે અને વિધેયોનું એકીકરણ જોયું છે, જેમ કે અદ્યતન પ્રોગ્રામિંગ એડ્સ, objectબ્જેક્ટ પાથની ગ્રાફિકલ રજૂઆત, સબરૂટિન અને તૈયાર ચક્ર, સંચાર અને નેટવર્ક.
90 ના સમયમાં, જ્ ofાન કોમ્પ્યુટરાઇઝ્ડ આંકડાકીય નિયંત્રણ, જેણે અમને તેને વ્યક્તિગત કરવા અને આપણા પોતાના જ્ knowledgeાન, ઇન્ટરેક્ટિવ ગ્રાફિક ટેકનિક, અને વેરિએટર સાથે ડિજિટલ સંચાર અને મશીનરીના અન્ય ઘણા ચોક્કસ ફાયદાઓ સાથે સંયોજન કરવાની મંજૂરી આપી.
90 ના દાયકાની શરૂઆતમાં, ખુલ્લું સીએનસી જ્ knowledgeાન રજૂ કરવામાં આવ્યું હતું, જે તેને પોતાના જ્ knowledgeાન, ઇન્ટરેક્ટિવ ગ્રાફિક પ્લાનિંગ, ડ્રાઇવ સાથે ડિજિટલ કમ્યુનિકેશન અને અન્ય ઘણા ફાયદાઓ સાથે કસ્ટમાઇઝ અને જોડવાની મંજૂરી આપે છે જેણે મોનિટરિંગ મશીનરી માટે નોંધપાત્ર ઉકેલો આપ્યા છે.

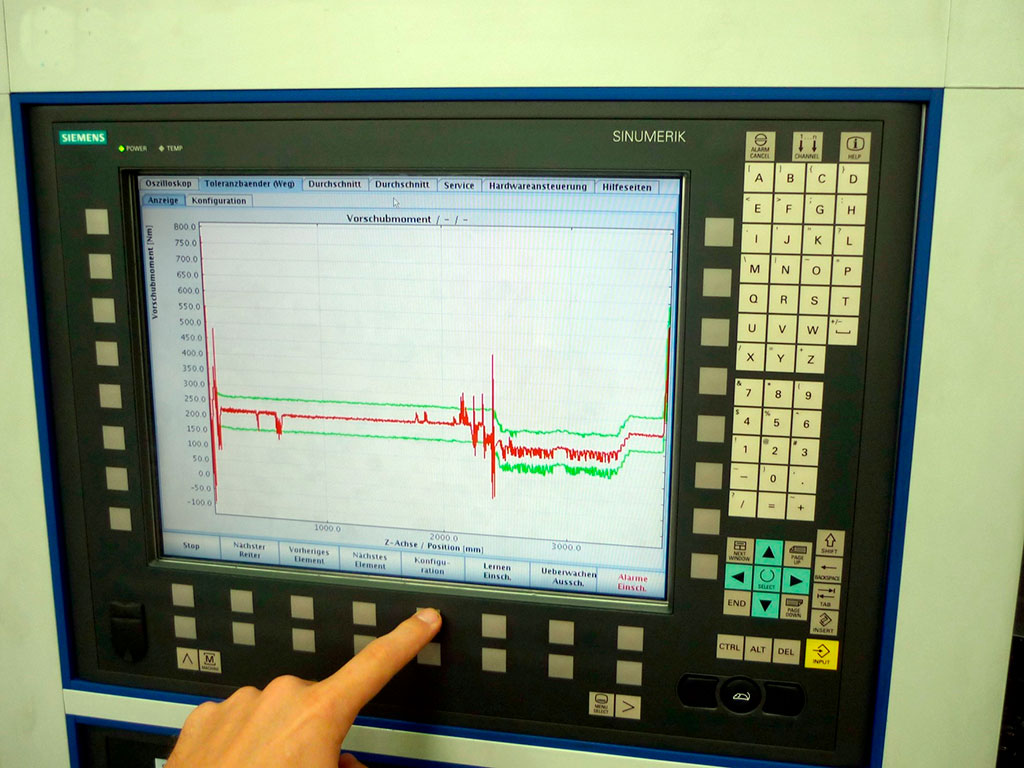
CNC મશીન કેવી રીતે કામ કરે છે?
આ મૂળભૂત રીતે મશીનને નિયંત્રિત કરે છે અને કમ્પ્યુટર્સમાંથી કોડના રૂપમાં ઓર્ડર મેળવે છે અને એન્જિન શરૂ કરવા માટે તેના પોતાના સોફ્ટવેર દ્વારા તેને ઇલેક્ટ્રિકલ સિગ્નલમાં રૂપાંતરિત કરે છે. એકવાર તેઓ ટ્રાન્સમિશન સિસ્ટમ શરૂ કરે પછી, ઉત્પાદન પ્રક્રિયા માટે જરૂરી હલનચલન પેદા કરવા માટે CNC મશીનોની અક્ષ જરૂરી છે.
જો આપણે ઉદાહરણ તરીકે industrialદ્યોગિક કવાયતનો ઉપયોગ કરવાનું ચાલુ રાખીએ, તો આ અક્ષો છિદ્ર પર સાધન (બે અક્ષ) મૂકશે અને ઓપરેશન કરશે (ત્રીજી અક્ષ), અક્ષોને અક્ષરો સાથે નામ આપવામાં આવે છે, રેખીય અક્ષો માટે સૌથી સામાન્ય નામો એક્સ, વાય અને ઝેડ છે, જ્યારે રોટરી અક્ષ માટે સૌથી સામાન્ય નામો એ, બી અને સી છે, ગતિ નિયંત્રણ માટે બે સિસ્ટમોનો ઉપયોગ કરી શકાય છે. બે સિસ્ટમો સ્વતંત્ર રીતે અથવા એકબીજા સાથે સંયોજનમાં કામ કરી શકે છે:
સંપૂર્ણ મૂલ્ય, જ્યાં સ્થળ બિંદુના કોઓર્ડિનેટ્સ આની શરૂઆતનો ઉલ્લેખ કરે છે, ચલો X (અંતિમ વ્યાસનું માપેલ મૂલ્ય) અને Z (સ્ક્રુના પરિભ્રમણની ધરીની સમાંતર દિશામાં માપવામાં આવે છે) નો ઉપયોગ કરો.
વૃદ્ધિ મૂલ્ય, જ્યાં સ્થાન ચિહ્ન કોઓર્ડિનેટ્સ વર્તમાન ચિહ્નનો સંદર્ભ આપે છે, ચલ યુ (રેડિયલ અંતર) અને ડબલ્યુ (મુખ્ય ધરીના પરિભ્રમણની ધરીની સમાંતર દિશામાં માપવામાં આવે છે) નો ઉપયોગ કરો.

પ્રોગ્રામેબલ એક્સેસરીઝ
જો ત્યાં માત્ર ગતિ નિયંત્રણ હોય તો, CNC મશીનો નકામી હશે, લગભગ તમામ મશીનો અન્ય રીતે પ્રોગ્રામ કરી શકાય છે, તેથી જ આપણે ધ્યાનમાં લેવું જોઈએ કે મશીન તેની યોગ્ય પ્રોગ્રામેબલ એસેસરીઝ સાથે સીધી રીતે સંબંધિત છે, તેથી કોઈપણ જરૂરી કાર્યો તે હોઈ શકે છે. CNC મશીન ટૂલ પર પ્રોગ્રામ કરેલ. તેથી, ઉદાહરણ તરીકે, મશીનિંગ સેન્ટરમાં ઓછામાં ઓછા નીચેના ચોક્કસ પ્રોગ્રામેબલ કાર્યો હશે:
ઓટોમેટિક ટૂલ ચેન્જરવાળા મશિનિંગ કેન્દ્રો પોર્ટેબલ બ .ક્સમાં ઘણાં વિવિધ સાધનોને સમાવી શકે છે. જો જરૂરી હોય તો, અનુરૂપ પ્રક્રિયા માટે સૌથી વધુ જરૂરી સ્પિન્ડલ પર ઝડપથી મૂકી શકાય છે.
સ્પિન્ડલ સ્પીડ અને એક્ટિવેશન: તમે સ્પિન્ડલ સ્પીડ (આરપીએમ માં) ની વિગત આપી શકો છો, સ્પિન્ડલ માત્ર ઘડિયાળની દિશામાં અથવા કાઉન્ટરક્લોકવાઇઝ રોલ કરી શકતું નથી, પણ બંધ પણ કરી શકે છે.
રેફ્રિજરેન્ટ: લુબ્રિકેશન માટે રેફ્રિજરેન્ટની જરૂર પડે તેવા ઘણા ઓપરેશન્સ માટે અને ડિવાઇસને ઠંડુ કરવા માટે આ જરૂરી છે, તે કાર્ય પ્રક્રિયા દરમિયાન સક્રિય અને નિષ્ક્રિય કરી શકાય છે.
CNC પ્રોગ્રામ
આ પ્રોગ્રામ ક્રમ યાદી પર આધારિત છે જ્યાં તેને ચલાવવા માટેની સૂચનાઓ છે, આ સંકેતોને સીએનસી પ્રોગ્રામ કહેવામાં આવે છે, જેમાં ભાગને મશીન કરવા માટેની તમામ ફરજિયાત માહિતી હોવી આવશ્યક છે.
CNC કાર્યક્રમો G અને M તરીકે ઓળખાતી નિમ્ન-સ્તરની ભાષાઓમાં લખવામાં આવે છે, ISO 6983 (આંતરરાષ્ટ્રીય સંગઠન માનકકરણ) અને EIA (ઇલેક્ટ્રોનિક ઇન્ડસ્ટ્રીઝ એલાયન્સ) RS 274 દ્વારા પ્રમાણિત કરવામાં આવ્યા છે, અને સામાન્ય સૂચનાઓ (G કોડ) અને અન્યથી બનેલા છે (કોડ એમ).
પ્રોગ્રામ નીચે આપેલા આકૃતિમાં બતાવ્યા પ્રમાણે બ્લોકથી બનેલું વાક્ય ફોર્મેટ પૂરું પાડે છે, જ્યાં દરેક ક્રિયા અથવા ક્રિયા ક્રમિક રીતે ચલાવવામાં આવે છે, દરેક બ્લોક ક્રમાંકિત હોય છે અને સામાન્ય રીતે આદેશ ધરાવે છે.
એવા કોડ્સ છે જે પ્રશ્નમાં ઉપકરણના ચળવળ કાર્યોને સ્પષ્ટ કરે છે (ઉદાહરણ તરીકે, ઝડપી એડવાન્સ, રેડિયલ એડવાન્સ, થોભો, ચક્ર), જ્યારે અન્ય કોડ ભાગોના મશીનિંગ માટે જરૂરી અન્ય કાર્યોનું વર્ણન કરે છે, પરંતુ હલનચલનને અનુરૂપ નથી. ઉપકરણ (ઉદાહરણ તરીકે, સ્પિન્ડલ સ્ટાર્ટ અને સ્ટોપ, ટૂલ ચેન્જ, શીતક, પ્રોગ્રામ સ્ટોપ).
CNC નિયંત્રક
આ મુખ્ય ઘટક સીએનસી યોજનાનું અર્થઘટન કરે છે અને શ્રેણીમાં વસ્તુઓની શ્રેણીને સંભાળે છે, જ્યારે પ્રોગ્રામ વાંચતા હોય ત્યારે, નિરીક્ષક અનુરૂપ મશીન ફંક્શનને સક્રિય કરે છે, અક્ષ ચળવળ ચલાવે છે અને સામાન્ય રીતે પ્રોગ્રામમાં આપવામાં આવેલી સૂચનાઓનું પાલન કરે છે.
અન્ય ઉપયોગો છે જે છે:
- જો કોઈ ભૂલ મળી આવે, તો પ્રોગ્રામમાં ફેરફાર કરો (ફેરફાર કરો).
- CNC પ્રોગ્રામની ચોકસાઈની પુષ્ટિ કરવા માટે ખાસ ચકાસણી કાર્યો (ઉદાહરણ તરીકે, નિષ્ક્રિય) કરો.
- ચોક્કસ મહત્વના ઓપરેટર ઇનપુટ્સનો ઉલ્લેખ કરો, જેમ કે ટૂલની લંબાઈના મૂલ્યો.
સીએએમ પ્રોગ્રામ
આ લેખમાં, અમે પ્રોજેક્ટ્સ (કમ્પ્યુટર એડેડ મેન્યુફેક્ચરિંગ) ના મહત્વનો ઉલ્લેખ કરીએ છીએ જ્યારે ઓપરેટર જ્ knowledgeાનના અભાવ અથવા જટિલ એપ્લિકેશન્સને કારણે CNC પ્રોગ્રામ્સ લખવાનું મુશ્કેલ બને છે, ઘણા કિસ્સાઓમાં CAM પ્રોગ્રામ્સનો ઉપયોગ કમ્પ્યુટર એડેડ ડિઝાઇન (CAD) સાથે મળીને થઈ શકે છે. .
ઓપરેટર માત્ર ચલાવવાની મશીનિંગ ક્રિયા સૂચવે છે, અને યોજના આપમેળે પ્રોગ્રામ બનાવે છે. આ યોજના માટે કામના ટુકડાના વિતરણને ફરીથી વ્યાખ્યાયિત કરવાની જરૂરિયાતને દૂર કરે છે.
DNC સિસ્ટમ
જ્યારે પ્રોજેક્ટ અદ્યતન થાય છે (મેન્યુઅલી અથવા પ્રોગ્રામના માધ્યમથી), તેને નિયંત્રકમાં લઈ જવું આવશ્યક છે અને આ માટે સંખ્યાત્મક નિયંત્રણ વિતરણ પ્રણાલી (DNC) નો ઉપયોગ થાય છે.
આ સિસ્ટમ એક કમ્પ્યુટર છે જે નેટવર્કમાં એક અથવા વધુ સીએનસી મશીનો સાથે જોડાયેલ છે, પરંપરાગત રીતે, મૂળભૂત સીરીયલ કોમ્યુનિકેશન પ્રોટોકોલ (આરએસ -232 સી) નો ઉપયોગ કરીને કાર્યક્રમોનું પ્રસારણ હાથ ધરવામાં આવે છે. જો કે, વિજ્ scienceાન આજના નિયંત્રકોને વધુ સંચાર ક્ષમતા પ્રદાન કરવા આગળ વધ્યું છે જેથી તેઓ વધુ પરંપરાગત રીતે નેટવર્ક કરી શકાય (ઉદાહરણ તરીકે, ઇથરનેટ દ્વારા).
CNC ટેકનોલોજી દ્વારા આપવામાં આવતી નોકરીની તકો
આ મશીનોની વૃદ્ધિ સાથે, તેમને ચલાવવા માટે પ્રશિક્ષિત કર્મચારીઓની ગંભીર ગરીબી આશ્ચર્યજનક છે, આ રીતે, તે એક આશાસ્પદ ક્ષેત્ર છે જેમાં પગાર ખૂબ વધારે છે અને સફળ કારકિર્દી પણ વિકસાવી શકાય છે. CNC મશીન ટૂલ્સના ક્ષેત્રમાં તકો શોધી રહેલા કોઈપણ માટે નીચેની સૌથી આકર્ષક નોકરીઓ છે.
CNC ના ફાયદા
ઉત્પાદકતા વધારવાના અને ઉત્પાદનમાં સમય ઘટાડવાના ફાયદા છે, મશીનો અને સાધનો પણ તમારી સંસ્થા માટે વિવિધ પ્રકારના અન્ય લાભો પૂરા પાડે છે, જેમ કે:
- ઉચ્ચ પ્રદર્શન અને ઓછી કિંમત.
- વધુ ચોકસાઇ અને વધુ સારી ઉત્પાદન ગુણવત્તા.
- ઓપરેટરોની સલામતીના સ્તરમાં સુધારો.
- મૂળભૂત અને / અથવા જટિલ ઉત્પાદનોને સંભાળવા માટે પૂરતી સુગમતા રાખો.
- એક ઓપરેટર એક જ સમયે અનેક મશીનો ચલાવી શકે છે.
- ઓપરેટિંગ ચક્રનો સમય ઓછો કરો.
- બહુવિધ પ્રોગ્રામિંગ ભાષાઓ.
- તમારા ઉત્પાદનોને નિયંત્રિત અને પ્રમાણિત કરો.
- વધારે કાર્યકારી ચોકસાઇ.

CNC નો ઉપયોગ ક્યારે કરવો
MHCN નો ઉપયોગ ક્યારે કરવો? નિર્ણય સામાન્ય રીતે ઉત્પાદન અને નફાકારકતા વિશ્લેષણના આધારે ઉકેલવાનો હોય છે; જો કે, આપણા અવિકસિત દેશોમાં સામાન્ય રીતે એક જડતા પરિબળ હોય છે જે ઉદ્યોગસાહસિકોને તકનીકી છલાંગ લેતા અટકાવે છે, જેથી લોકો આ તકનીકોનો ઉપયોગ કરવા પ્રેરાય, નાણાકીય અને ઉત્પાદન વિકલ્પો આ પ્રકારના રોકાણની નફાકારકતામાં સુધારો કરવામાં મદદ કરશે.
બીજી બાજુ, એકવાર આ પ્રક્રિયામાં, કંપની ઝડપથી તકનીકી સ્થાનાંતરિત કરશે, તકનીકી સ્તરમાં સુધારો કરશે. આ પ્રકારની ઘટના અસામાન્ય નથી, તે આપણા દેશમાં ગ્રાહક સ્તરે, ખાસ કરીને પનામામાં ઘણી વખત આવી છે.
તે ઉલ્લેખનીય છે કે તકનીકી પ્રગતિએ માનવતાને ટેકનોલોજીના મોટા ગ્રાહકો બનાવ્યા છે, તેથી જ આપણે તેના પાસાઓનો ઉપયોગ કરીએ છીએ જેમ કે: હાઇ-ફાઇ, કાર, સંચાર સાધનો અને કમ્પ્યુટર્સ. તો શા માટે શંકાસ્પદ રહો? અને અમે વિચારીએ છીએ કે અમે નવી પ્રોડક્શન ટેકનોલોજીને અમારા વ્યવસાયિક અનુભવમાં સ્વીકારવામાં સક્ષમ નથી.
હવે ઉત્પાદન જથ્થાની દ્રષ્ટિએ સીએનસીનો ઉપયોગ કેવી રીતે કરવો અથવા ન કરવો તેના પર એક નજર કરીએ:
- જ્યારે તમારી પાસે ઉચ્ચ પ્રદર્શન હોય.
- તે જ લેખની ઉત્પાદન આવર્તન જે ખૂબ ંચી નથી.
- જ્યારે લેખની જટિલતા બહુ વધારે નથી.
- આઇટમનું વિનિમય કરીને અથવા બહુવિધ મોડેલો પ્રદાન કરીને.

સામાન્યતા
હાલમાં, અપેક્ષાઓ અને અનિશ્ચિતતાઓથી ભરેલું વાતાવરણ છે, આ મોટા ભાગના વર્તમાન ટેકનોલોજીમાં ઝડપી ફેરફારોને કારણે છે, કારણ કે આ તેને સંપૂર્ણ રીતે શોષી લેવાની મંજૂરી આપતું નથી, જે તેને મુશ્કેલ બનાવે છે. અમારી સૌથી મૂળભૂત સમસ્યાના સ્થાનિક અથવા માલિકીના ઉકેલોના ઉદભવને રોકવા માટે આપણા (વિકાસશીલ દેશો) જેવા સમાજમાં ઓર્ડરમાં ઝડપી આર્થિક અને રાજકીય ફેરફારો પણ થાય છે.
આ બધા ફેરફારોમાંથી, સૌથી વધુ પ્રભાવશાળી નિouશંકપણે ખુલ્લા બજાર અને વૈશ્વિકીકરણની નવી વિશ્વ નીતિ ઘડી રહ્યા છે. આ બધું મફત સ્પર્ધાની વાત કરે છે, તેથી જ અમારા ઉદ્યોગને અનુરૂપ થવું જરૂરી છે જેથી તે આવતા વર્ષે પડકારોનો સામનો કરી શકે.
આનો એક વિકલ્પ ઉદ્યોગ છે, જે ઓટોમેશનના તત્વો રજૂ કરે છે, જો કે તે સૌથી યોગ્ય રીતે થવું જોઈએ જેથી તે શોષી શકાય. ધીરે ધીરે યોગ્ય સમયે નવી ટેકનોલોજી અપનાવો; રોકાણ અને ઉત્પાદન ક્ષમતા પર વળતરના પરિબળો આ બધું ભૂલી શકાશે નહીં.
ઓટોમેશનના પુનર્જન્મના મહત્વના તત્વોમાંનું એક, કમ્પ્યુટર આંકડાકીય નિયંત્રણ મશીન છે, તે અન્ય મહત્વપૂર્ણ ફાયદા પૂરા પાડે છે જે કાળજીપૂર્વક ધ્યાનમાં લેવા જોઈએ, આ આ લેખનો હેતુ છે.
પ્રિય વાચક, અમને અનુસરો: કમ્પ્યુટર સ્કેનરોના પ્રકારો.
