Bu makale boyunca ilgili tüm ayrıntıları öğrenin Sayısal kontrolSistemlerinin önemli tanımlarını ve size sağlayabileceği uygulamaları bu makalede, içerdiği tüm süreci spesifik ve basit bir şekilde öğreneceksiniz.

Sayısal kontrol
Bir depolama ortamında komutların programlanmasıyla yönetilen makineler için otomatikleştirilmiş bir yöntemdir.
İlk dijital uzaktan kumandalı makine, 1940'larda ve 1950'lerde mühendis John T. Parsons tarafından üretildi. Bu makine, sayısı delikli kart mikroskobunda verilen talimatlara manuel olarak bağlanan, değiştirilmiş motorlu mevcut makinelere dayanıyordu.
Bu ilk servo mekanizmaları analog ve dijital ekipmanların yardımıyla hızla geliştirildi. İşlemcilerin ucuzluğu ve minyatürleştirilmesi, dijital elektronik teknolojisinin her türlü araçta yaygın olarak kullanılmasına neden oldu ve bu da onları bilgisayarı olmayan makinelerle karşılaştırmak için dijital ondalık kontrol, bilgisayarlı dijital kontrol adının ortaya çıkmasına neden oldu.
Bu yöntem sektörde devrim yarattı, dolayısıyla bu tür bir ifade, bilgisayarların olmadığı bu tür konulara atıfta bulunmak için kullanılıyorsa, daha ucuz mikroişlemciler ve basitleştirilmiş makine programlaması sayesinde.
Çalışma prensipleri
Prosedür, bir bilgisayar tarafından yürütülen bir bilgisayar programı kullanılarak makinenin koordinat çubuğuna göre yer değiştirmesinin izlenmesine dayanmaktadır. Torna için, eserin yer değiştirmesi iki koordinat ekseninde kontrol edilmelidir: X ekseni taşıyıcının uzunlamasına yer değiştirmesi için kullanılır ve Z ekseni kulenin yanal yer değiştirmesi için kullanılır.
Freze tezgahı için Y eksenine karşılık gelen dikey yer değiştirme de kontrol edilir.Bu nedenle hem torna tezgahına hem de taret deplasman mekanizmasına servo motorlar monte edilir, torna tezgahı ise tezgah üstü tezgah, freze tezgahıdır. makinenin yeteneklerine bağlı olarak üç eksenle sınırlandırılamaz.
uygulamaları
Diğerlerinin yanı sıra metal, marangozluk, plastik, elektronik baskılı devrelerin modellenmesi için kullanılabilir. CNC sisteminin makinede uygulanması, performansı artıran ve aynı zamanda yüksek düzeyde boyutsal hassasiyeti korurken küresel bir yüzey elde etmek gibi geleneksel makinelerle tamamlanması zor olan şekillendirme işlemlerine olanak tanıyan bir araçtır.
Son olarak, bilgisayarlı sayısal kontrol Birçok makinenin üretim maliyetlerini azaltarak ve kaliteyi arttırarak üretim maliyetlerine olumlu etkisi vardır.
CNC kullanımı, birçok makinenin imalat maliyetlerini azaltırken aynı zamanda kalitelerini koruyarak veya geliştirerek üretim maliyetleri üzerinde olumlu bir etkiye sahiptir.

Sayısal kontrol programlama
Bu tür programlama iki yöntem kullanır:
Manuel Programlama
Bu projede parça, yalnızca operatörün yaptığı akıl yürütme ve hesaplamalar yoluyla özel olarak yazılır, işleme projesi, parçanın işlenmesi için gerekli tüm verileri içerir.
Her üretici kendi NC programını kullandığından, NC programının başlangıcı, programlama kodunun kaotik gelişimi ile karakterize edilir. Dolayısıyla program türleri aynı olduğu sürece, aynı programın farklı makinelerde kullanılabilmesi için programlama kodunun standartlaştırılması gerekliliği şarttır.
Otomatik programlama
Programlamadan bahsettiğimizde, parçayı programlayan kişi tarafından sağlanan veriler APT adı verilen bir değişim dilinde göründüğünde bilgisayarın ne yaptığından bahsediyoruz ve bu daha sonra postişlemci, makine tarafından her dil için uygun dile çevrilecek.
Hassas
Bu makinelerin şaftı genellikle 360 derecelik dönüşü bu adımların 200 adımına bölen bir step motorla tahrik edilir. Bu nedenle eksenin hassasiyeti, hareketli ana eksenin eğimi ile verilecektir. Bu durumda adım sayısı 200'dür, takımın dönüş konumu, örneğin: 1 mm adımlı X ekseni iş mili 200 motor adımına bölünürse, takım tezgahı bu konuda 0,005 mm'lik bir doğruluk sağlayabilir eksen.

Sayısal kontrolün (CNC) öncesi ve sonrası
60. yüzyılın başından bu yana, hızlı endüstriyel genişleme ve motorlu makinelerin yoğun kullanımı, daha verimli süreçlerin sürekli olarak araştırılmasını gerektirdi. Yaklaşık 65-XNUMX yıl öncesine kadar endüstriyel işler için gereken yoğun emek, yalnızca büyük bir işçi ekibi gerektirmekle kalmıyor, aynı zamanda kaliteyi, hassasiyeti ve tekrarlanabilirliği de etkiliyor, maliyetleri artırıyor ve üretimi azaltıyordu.
Basit bir örnekle ne kadarını görebiliriz. Örneğin, makine atölyesinde çalışan birçok kişi, el matkabıyla metal levhada delik açmak da dahil olmak üzere en basit imalat operasyonlarından birine aşinadır.
Bunu yapmak için operatörün birden fazla görevi yerine getirmesi gerekir: plakayı delme zeminine yerleştirin, matkap ucunu aynaya yerleştirin ve mile sabitleyin, kasnağı değiştirerek hızı seçin, mili etkinleştirin ve kolu veya beslemeyi çalıştırın Matkabı işlenecek kağıda yönlendirin.
Şimdi böyle bir işlemi, yüzlerce kağıtta yüzlerce deliğin en kısa sürede, en düşük maliyetle ve en yüksek üretim kalitesiyle açılması gereken endüstriyel bir ortamda gerçekleştirmenin uygulanabilirliğini hayal edin.

Sayısal kontrol (NC) kavramı 1950'lerde Amerikan freze makinelerinde bu şekilde tanıtıldı. Freze makinelerinde veri yüklemek için vakum tüpü teknolojisi ve delikli kartlar kullanıldı.
1960'lı yılların başlarında, vakum tüplerinin yerini transistörler aldı; ta ki 1970'lerde bilgisayarların ortaya çıkışı, şu anda vakum teknolojisi dediğimiz şey için net bir temel oluşturana kadar. Sayısal kontrol bilgisayarla (CNC).
Bu çipler sayısal kontrol alanının tamamında devrim yarattı ve gelişmiş programlamayı tamamlamak, takım yollarının grafiksel gösterimi ve ağ döngüleri gibi fonksiyonların entegrasyonunu gerçekleştirdi.
Bu çipler, bu izleme alanında tam bir sıçrama yapmış ve gelişmiş programlama yardımcıları, nesne yörüngelerinin grafiksel gösterimi, alt rutinler ve hazır çevrimler, iletişim ve ağ oluşturma gibi fonksiyonların birleştirilmesini gerçekleştirmiştir.
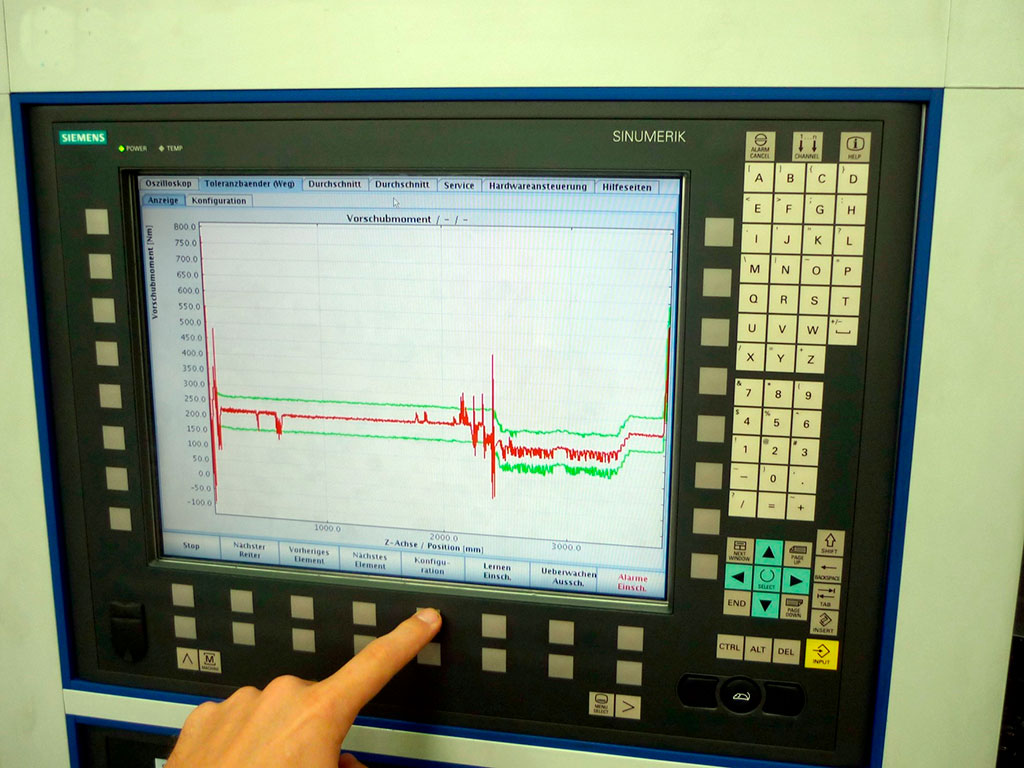
90'lı yıllarda bilgi bilgisayarlı sayısal kontrolBu da onun kişiselleştirilmesine ve kişinin kendi bilgisiyle, etkileşimli grafik tekniğiyle, sürücüyle dijital iletişimle ve makinenin diğer birçok özel avantajıyla birleştirilmesine olanak sağladı.
90'lı yılların başında, kişiselleştirilmesine ve kişinin kendi bilgisiyle birleştirilmesine, etkileşimli grafik planlamaya, sürücüyle dijital iletişime ve bize makinelerin izlenmesi için önemli çözümler sağlayan diğer birçok avantaja olanak tanıyan açık CNC bilgisi tanıtıldı.

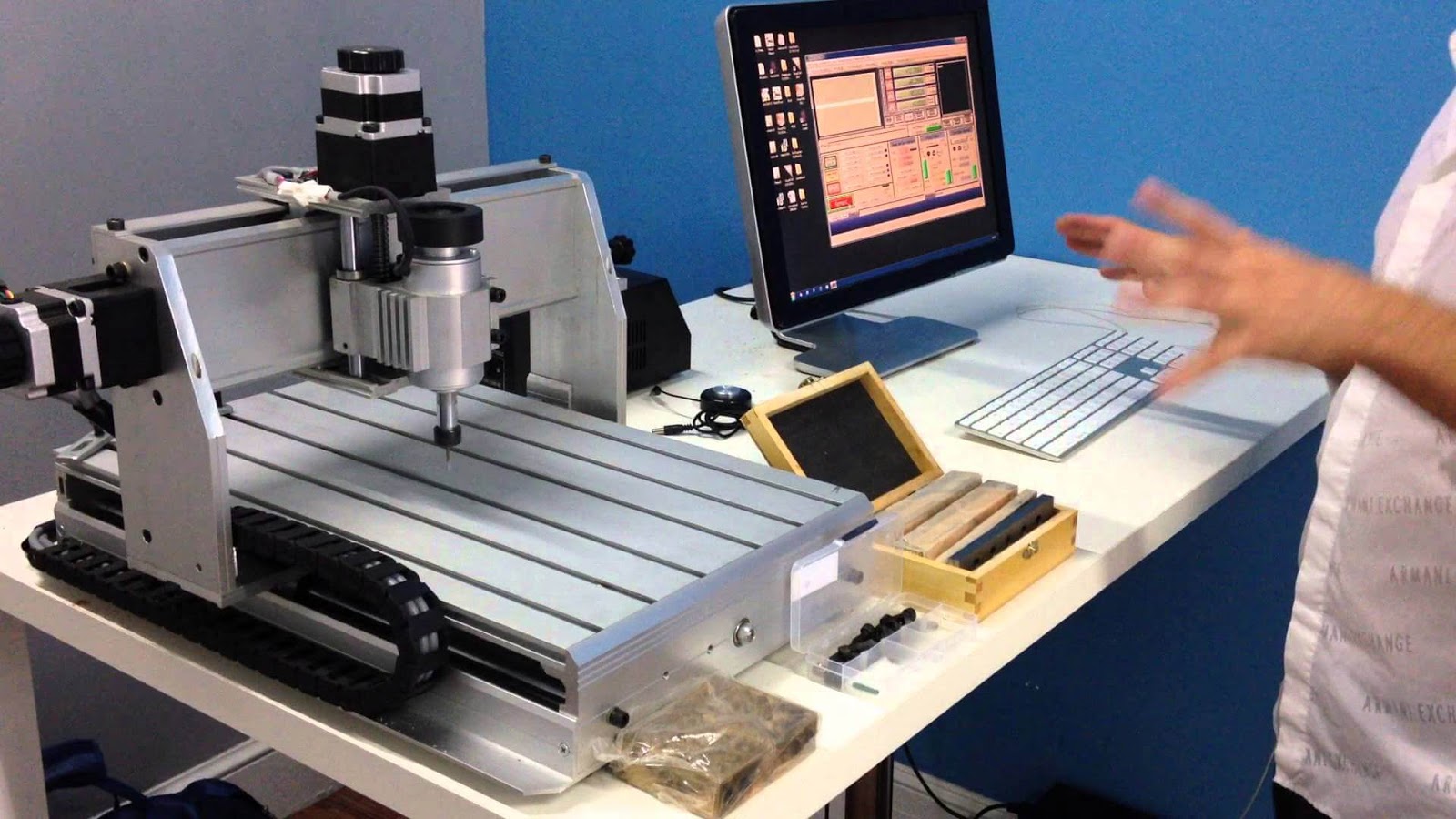
CNC makinesi nasıl çalışır?
Temel olarak makineyi kontrol eder ve bilgisayarlardan kod şeklinde emirler alır ve bunları kendi yazılımı aracılığıyla elektrik sinyallerine dönüştürerek motoru çalıştırır. Aktarım sistemini çalıştırdıklarında CNC makinelerinin eksenleri, üretim sürecinin gerektirdiği hareketleri üretmek için gereklidir.
Endüstriyel matkapları örnek olarak kullanmaya devam edecek olursak, bu eksenler takımı işlenecek deliğin üzerine yerleştirir (iki eksen) ve işlemi gerçekleştirir (üçüncü eksen), eksenler harflerle isimlendirilir, doğrusal eksenlerin en yaygın isimleri şunlardır: X, Y ve Z, döner eksenlerin en yaygın isimleri A, B ve C iken hareket kontrolü için iki sistem kullanılabilir. İki sistem bağımsız olarak veya birbirleriyle kombinasyon halinde çalışabilir:
Yer noktasının koordinatlarının bunların başlangıcını ifade ettiği mutlak değer, X (son çapın ölçülen değeri) ve Z (vidanın dönme eksenine paralel yönde ölçülen) değişkenlerini kullanır.
Yer işaretinin koordinatlarının geçerli işarete karşılık geldiği artımlı değerde, sabit olmayan U (radyal mesafe) ve W (ana eksenin dönme eksenine paralel bir yönde ölçülen) kullanılır.

Programlanabilir aksesuarlar
Yalnızca hareket kontrolü varsa, CNC makineleri işe yaramaz hale gelecektir, hemen hemen tüm makineler başka şekillerde programlanabilir, bu nedenle makinenin doğrudan uygun programlanabilir aksesuarlarla ilgili olduğunu, dolayısıyla gerekli herhangi bir fonksiyonun programlanabileceğini aklımızda tutmalıyız. CNC tezgahında programlanmıştır. Bu nedenle, örneğin bir işleme merkezi en azından aşağıdaki özel programlanabilir işlevlere sahip olacaktır:
Otomatik takım değiştiricili işleme merkezleri, birçok farklı aleti tek bir taşınabilir kutuda barındırabilir. Gerekirse, en gerekli olanlar ilgili işleme için hızlı bir şekilde mile yerleştirilebilir.
İş mili hızı ve aktivasyonu: İş milinin hızını (rpm cinsinden) kolayca belirleyebilirsiniz; iş mili yalnızca saat yönünde veya saat yönünün tersine dönmekle kalmaz, aynı zamanda durur.
Soğutma Sıvısı: Cihazın yağlanması ve soğutulması için soğutma sıvısına ihtiyaç duyulan birçok işlem için gereklidir, çalışma süreci sırasında açılıp kapatılabilir.
CNC programı
Bu program, yürütülecek talimatların bulunduğu bir sıra listesine dayanmaktadır; bu talimatlara, parçayı işlemek için gerekli tüm bilgileri içermesi gereken CNC programları adı verilir.
CNC programları G ve M adı verilen düşük seviyeli dillerde yazılmıştır, ISO 6983 (Uluslararası Standardizasyon Örgütü) ve EIA (Electronic Industries Alliance) RS 274 tarafından standartlaştırılmıştır ve genel talimatlar (G kodu) ve diğerlerinden oluşur. (Kod M).
Program, aşağıdaki şekilde gösterildiği gibi N harfiyle başlayan, her eylemin veya eylemin sırayla yürütüldüğü, her bloğun numaralandırıldığı ve genellikle bir komut içeren bloklardan oluşan bir cümle formatı sağlar.
Söz konusu cihazın hareket fonksiyonlarını belirten kodlar (örneğin, hızlı ilerleme, radyal ilerleme, duraklatma, çevrim) bulunurken diğer kodlar, parçaların işlenmesi için gerekli olan diğer fonksiyonları açıklamaktadır ancak cihazın hareketine karşılık gelmemektedir ( örneğin (örn. fener milinin çalıştırılması VE durdurulması, takım değişimi, soğutma sıvısı, programın durdurulması).
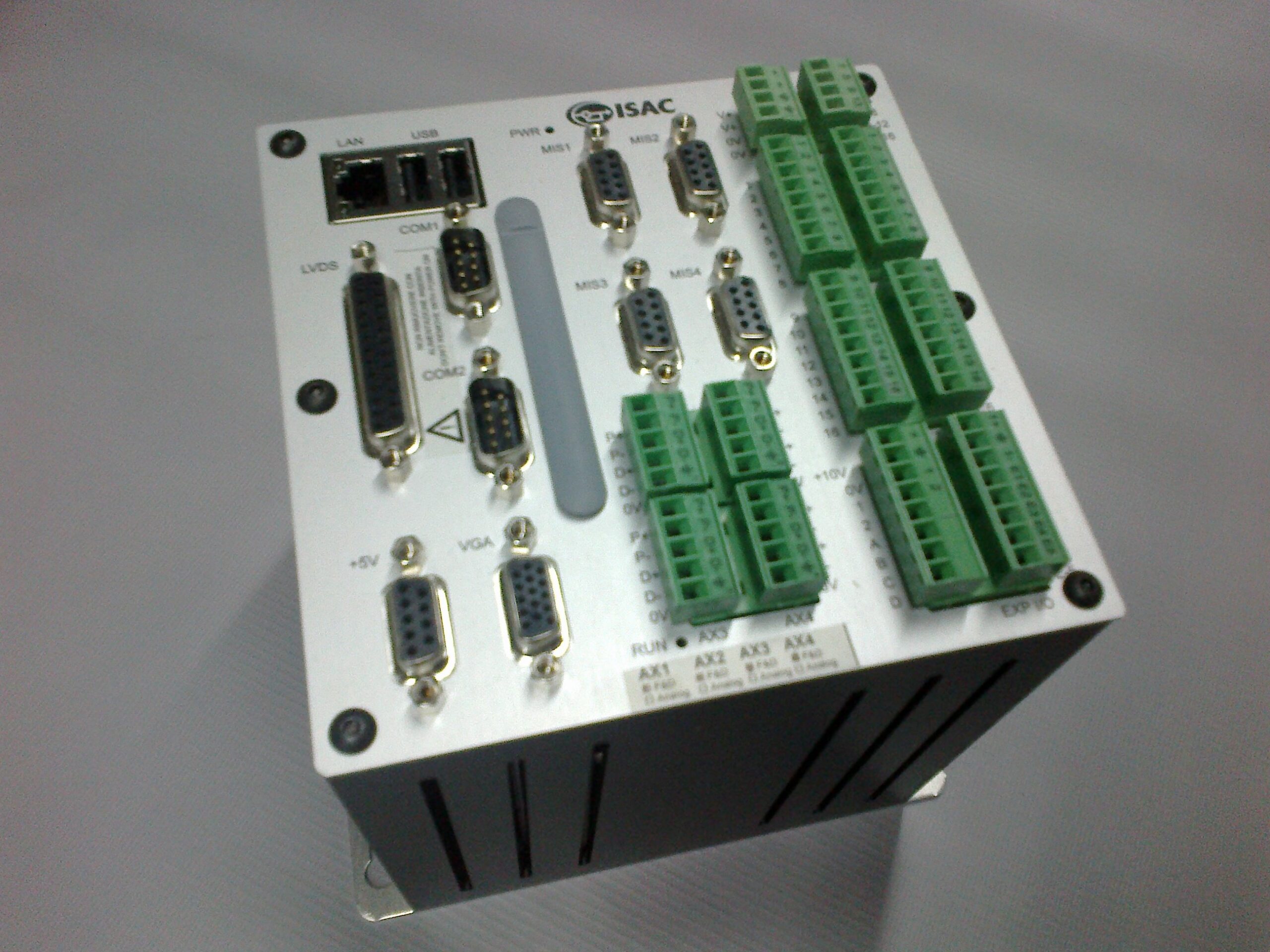
CNC kontrolörü
Bu temel bileşen CNC planını yorumlar ve bir dizi öğeyi sırayla ele alır; programı okuyarak denetçi ilgili makine fonksiyonunu etkinleştirir, eksen hareketini yönlendirir ve genellikle programda verilen talimatları takip eder.
Başka kullanımlar da vardır:
- Bir hata tespit edilirse programı değiştirin (düzenleyin).
- CNC programının doğruluğunu onaylamak için özel doğrulama işlevlerini (örneğin boşta) gerçekleştirin.
- Takım uzunluğu değerleri gibi bazı önemli operatör girişlerini belirtin.
CAM programı
Bu yazımızda, CNC programlarının operatör bilgisi eksikliği veya karmaşık uygulamalar nedeniyle yazılmasının zor olduğu durumlarda (Bilgisayar Destekli Üretim) projelerinin öneminden bahsetmekteyiz, çoğu durumda CAM programlarının bilgisayar destekli tasarımla birlikte kullanılabileceğinden bahsetmekteyiz.( CAD).
Operatör yalnızca gerçekleştirilecek işleme eylemini belirtir ve plan otomatik olarak programı oluşturur. Bu, plan için iş parçası dağılımını yeniden tanımlama gereksinimini ortadan kaldırır.
DNC sistemi
Proje ilerletildiğinde (manuel olarak veya bir program aracılığıyla) kontrolörde taşınması gerekir ve bunun için sayısal kontrol dağıtım sistemi (DNC) kullanılır.
Bu sistem, bir veya daha fazla CNC makinesi ile ağa bağlı bir bilgisayardır.Geleneksel olarak program iletimi, temel seri iletişim protokolü (RS-232C) kullanılarak gerçekleştirilir. Ancak bilim, günümüzün kontrolörlerine daha geleneksel yollarla (örneğin Ethernet yoluyla) ağ oluşturabilmeleri için daha fazla iletişim kapasitesi sağlayacak şekilde ilerlemiştir.
CNC teknolojisinin sunduğu iş fırsatları
Bu makinelerin büyümesiyle birlikte, onları çalıştıracak eğitimli personel eksikliği şaşırtıcıdır, bu nedenle maaşın oldukça yüksek olduğu ve aynı zamanda başarılı bir kariyer geliştirebileceğiniz umut verici bir alandır. Aşağıdakiler CNC takım tezgahları alanında fırsatlar arayan herkes için en ilginç işlerdir.
CNC'nin Avantajları
Üretkenliği artırmanın ve üretim süresini kısaltmanın avantajları vardır; makineler ve aletler aynı zamanda kuruluşunuza aşağıdakiler gibi çeşitli başka avantajlar da sağlar:
- Daha yüksek performans ve daha düşük maliyet.
- Daha fazla hassasiyet ve daha iyi ürün kalitesi.
- Operatörlerin güvenlik düzeyini artırın.
- Temel ve/veya karmaşık ürünleri işlemek için yeterli esnekliğe sahip olun.
- Bir operatör aynı anda birden fazla makineyi çalıştırabilir.
- Çalışma döngüsü süresini azaltın.
- Çoklu programlama dilleri.
- Ürünlerinizi kontrol edin ve standartlaştırın.
- Daha yüksek operasyonel hassasiyet.

CNC ne zaman kullanılmalı?
MHCN'nin ne zaman kullanılacağı hakkında? Karar genellikle üretim ve karlılık analizine göre karara bağlanır; Bununla birlikte, az gelişmiş ülkelerimizde genellikle girişimcilerin teknolojik bir sıçrama yapmasını engelleyen bir atalet faktörü vardır, öyle ki insanlar bu teknolojileri kullanmaya motive edilir, finansal ve üretim alternatifleri bu tür karlılık görünümünün iyileştirilmesine yardımcı olacaktır. yatırımlar.
Öte yandan bu süreçte firma teknolojiyi hızlı bir şekilde transfer edecek, teknik seviyeyi geliştirecek. Bunun gibi olaylar nadir değildir; ülkemizde, özellikle Panama'da tüketici düzeyinde birçok kez meydana gelmiştir.
Teknolojik ilerlemelerin insanlığı teknolojinin büyük tüketicileri haline getirdiğini belirtmek önemlidir; bu nedenle teknolojinin yüksek sadakat, otomobiller, iletişim ekipmanları ve bilgisayarlar gibi yönlerini kullanıyoruz. Peki neden şüpheci olalım? Ve yeni üretim teknolojisini iş tecrübemize adapte edemediğimizi düşünüyoruz.
Şimdi üretim miktarı açısından CNC’nin nasıl kullanılıp kullanılmayacağına bir göz atalım:
- Yüksek bir performansa sahip olduğunuzda.
- Aynı ürünün üretim sıklığı çok yüksek değil.
- Makalenin karmaşıklığı çok yüksek olmadığında.
- Bir öğeyi değiştirirken veya birden fazla model sağlarken.

Genellikler
Şu anda beklentiler ve belirsizliklerle dolu bir ortam var, bu büyük ölçüde mevcut teknolojideki hızlı değişimlerden kaynaklanıyor, çünkü bunlar tam olarak özümsenmesine izin vermiyor, zorlaştırıyor. Elinizden geleni yapın, bizim gibi bir toplumda (gelişmekte olan ülkeler), en temel sorunumuza yerel veya özel çözümlerin ortaya çıkmasını önlemek için emirler ekonomi ve politikada da hızlı değişimlere neden oluyor.
Tüm bu değişiklikler arasında en etkili olanı şüphesiz yeni bir açık pazar ve küreselleşme dünya politikasının formüle edilmesidir. Bütün bunlar serbest rekabetten bahsediyor, bu nedenle endüstrimizi gelecek yıl zorluklarla yüzleşebilecek şekilde uyarlamamız gerekiyor.
Bunun bir alternatifi de endüstrinin otomasyon unsurlarını devreye sokmasıdır ancak bunun özümsenmesi için en uygun şekilde yapılması gerekmektedir. Yeni teknolojileri doğru zamanda yavaş yavaş benimseyin; Bütün bunlar unutulmayacak, yatırım getirisi ve üretim kapasitesi faktörleri.
Otomasyon rönesansının önemli unsurlarından biri, bilgisayarlı sayısal kontrol makinesidir, dikkatle dikkate alınması gereken diğer önemli avantajları sağlar, bu makalenin amacı budur.
Sevgili okuyucu, bizi takip edin: Bilgisayar tarayıcı türleri.
